鈑金加工中會用到什么材料呢?
說到鈑金加工大家應(yīng)該都知道,那么鈑金加工會用到什么材料呢?接下來鈑金加工廠家就給大家簡單講解一下。鈑金加工里為一般的冷軋板卷,還在持續(xù)酸洗磷化生產(chǎn)流水線經(jīng)過脫脂、磷化處理、電鍍及各式各樣后處理工藝工藝技術(shù)后,即變?yōu)樗嵯戳谆a(chǎn)品。SECC不但具有一般冷軋板片的工藝性能及相似的使用性能,而且具有出 色的
了解詳情


說到鈑金加工大家應(yīng)該都知道,那么鈑金加工會用到什么材料呢?接下來鈑金加工廠家就給大家簡單講解一下。鈑金加工里為一般的冷軋板卷,還在持續(xù)酸洗磷化生產(chǎn)流水線經(jīng)過脫脂、磷化處理、電鍍及各式各樣后處理工藝工藝技術(shù)后,即變?yōu)樗嵯戳谆a(chǎn)品。SECC不但具有一般冷軋板片的工藝性能及相似的使用性能,而且具有出 色的
了解詳情
關(guān)于焊接是指通過加熱或加壓,或兩者并用,使焊件達到結(jié)合的一種加工方法。根據(jù)焊接過程中金屬所處的狀態(tài)不同,焊接方法可分為熔焊、壓焊和釬焊三大類,其中又以熔焊中的電弧焊應(yīng)用普遍。那么焊接加工的特點和應(yīng)用有哪些呢?接下來焊接加工廠家給大家講解一下。焊接加工的特點和應(yīng)用焊接加工具有以下特點:1、與御接相比,
了解詳情
其實數(shù)控加工工藝源于常規(guī)加工工藝,是常規(guī)加工工藝、計算機數(shù)控技術(shù)、計算機輔助設(shè)計和輔助制造技術(shù)的有機結(jié)合。由于技術(shù)的不斷發(fā)展,現(xiàn)代制造業(yè)中需要精密加工的零件越來越多,加工精度和對工件表面復(fù)雜程度要求也越來越高。因此數(shù)控加工得到廣泛關(guān)注,但是在節(jié)約成本上,數(shù)控加工還是要比傳統(tǒng)加工成本要高。下面數(shù)控零件
了解詳情
其實數(shù)控加工,是指在數(shù)控機床上進行零件加工的一種工藝方法,數(shù)控機床加工與傳統(tǒng)機床加工的工藝規(guī)程從總體上說是一致的,但也發(fā)生了明顯的變化。用數(shù)字信息控制零件和刀具位移的機械加工方法。它是解決零件品種多變、批量小、形狀復(fù)雜、精度高等問題和實現(xiàn)高 效化和自動化加工的有效途徑。被加工零件的數(shù)控加工工藝性問題
了解詳情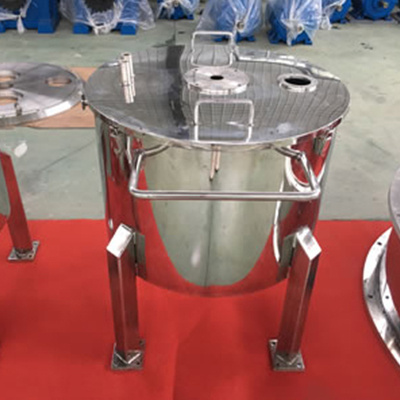
說到不銹鋼制品大家應(yīng)該很熟悉吧,在我們?nèi)粘I钪杏泻枚嗌钣闷范际遣讳P鋼制品。那么不銹鋼制品加工是什么?接下來專業(yè)不銹鋼制品加工廠家為您講解。1、重要的一點是加工時不要戴凝膠手套。在加工過程中,凝膠手套在加工過程中會被高溫熔化,導(dǎo)致手燙傷。此外,凝膠溶液滴到工作臺上也會影響加工業(yè)的正常運轉(zhuǎn)。2、清潔
了解詳情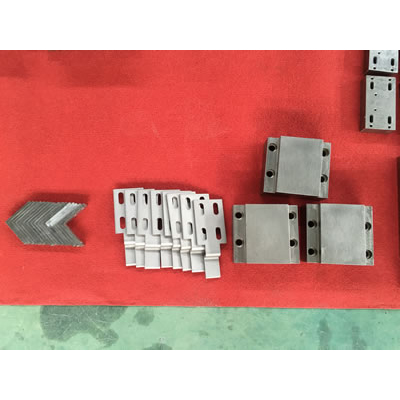
其實數(shù)控車床是數(shù)字程序控制車床的簡稱,它集通用性好的萬 能型車床、加工精度高的精 密型車床和加工效率高的專用型普通車床的特點于一身,是使用量zui大、覆蓋面zui廣的一種機床。自動化數(shù)控車床是一種利用數(shù)控技術(shù),按照事先編好的程序?qū)崿F(xiàn)動作的機床。它由程序載體、輸人裝置、CNC單元、伺服系統(tǒng)、位置反饋系
了解詳情
焊接,也稱作熔接、镕接,是一種以加熱、高溫或者高壓的方式接合金屬或其他熱塑性材料如塑料的制造工藝及技術(shù)。[1] 焊接通過下列三種途徑達成接合的目的:1、熔焊——加熱欲接合之工件使之局部熔化形成熔池,熔池冷卻凝固后便接合,必要時可加入熔填物輔助,它是適合各種金屬和合金的焊接加工,不需壓力。2、壓焊——
了解詳情
關(guān)于焊接加工工藝主要應(yīng)用在金屬母材上,常用的有電弧焊,氬弧焊,CO2保護焊,氧氣-乙炔焊,激光焊接,電渣壓力焊等多種,塑料等非金屬材料亦可進行焊接。金屬焊接方法有40種以上,主要分為熔焊、壓焊和釬焊三大類。在所有金屬加工方法(包括機加工、沖壓、鑄造和焊接)中,焊接加工量居于前列,盡管看起來很簡單,但
了解詳情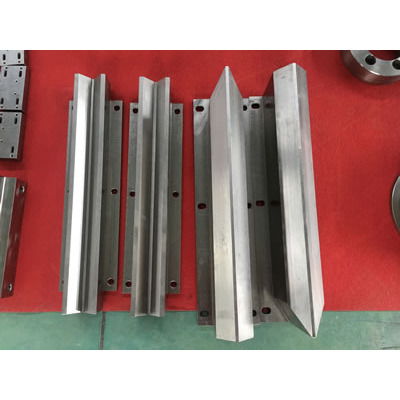
加工精度高,加工質(zhì)量穩(wěn)定;機床本身精度和剛度高,可以選擇合適的加工量和高生產(chǎn)率(一般為普通機床的3~5倍);機床自動化程度高,可以減輕勞動強度; 對操作人員的素質(zhì)要求較高,對維修人員的技術(shù)要求更高;數(shù)控機床一般由幾個部分組成?主機,他是數(shù)控機床的主題,包括機床身、立柱、主軸、
了解詳情
在機械零件加工行業(yè)領(lǐng)域,一般都會使用機械零件加工圖紙,圖紙上會標明機械零件加工的程序、工藝和要求,今天我們一起來看看機械零件加工技術(shù)要求有哪些吧!零件的輪廓處理:1、未注形狀公差應(yīng)符合GB1184-80的要求。2、未注長度尺寸允許偏差±0.5mm。3、未注圓角半徑R5。4、未注倒角均為C2。5、銳角
了解詳情13700368250
0316-7299989
tongxingjixie@163.com
河北省廊坊市霸州市南孟鎮(zhèn)和平村村西

